Phôi là gì?
Khái niệm
Phôi trong gia công là nguyên vật liệu chính để tạo ra các sản phẩm trong gia công cơ khí theo yêu cầu kích thước, mẫu mã của khách hàng đã được thiết kế từ trước.
Phôi trong cơ khí là đối tượng sản xuất không thể thiếu trong bất kỳ quá trình gia công cơ khí nào, là nguyên liệu, vật liệu chính để tạo ra sản phẩm cơ khí nhất định.
Nguyên tắc chọn phôi trong gia công
– Kích thước phôi được xác định bằng cách tính toán lượng dư gia công.
– Loại phôi thì căng cứ theo yêu cầu kỹ thuật và chức năng làm việc của chi tiết.
– Chọn phôi phải đảm bảo các chỉ tiêu kinh tế – kỹ thuật, tính năng, giá thành phù hợp, chế tạo chi phí thấp, dễ chế tạo, quy trình công nghệ đơn giản, tiết kiệm mà vẫn phải đảm bảo yêu cầu kỹ thuật tốt.
Ngoài ra ta còn phải căn cứ vào điều kiện làm việc của xưởng để cân nhắc cho phù hợp, nếu như ta chọn loại phôi không phù hợp với điều kiện nhà xưởng không đáp ứng chế tạo được sẽ làm thấy thoát về mặt kinh tế, cũng như thời gian tiền bạc.
Các phương pháp gia công phôi phổ biến hiện nay
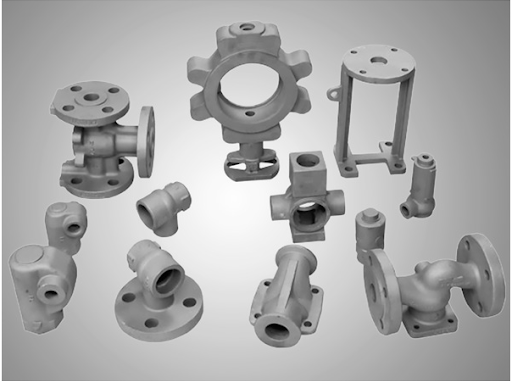
Phương pháp đúc phôi
Phôi đúc được chế tạo bằng cách rót kim loại nóng chảy vào khuôn và đợi kết tinh lại sẽ thu được chi tiết có hình dạng, kích thước theo yêu cầu. Phương pháp đúc phôi có các ưu điểm sau:
– Cho phép đúc được hầu hết các kim loại và hợp kim có thành phận khác nhau.
– Phương pháp chế tạo phôi này thích hợp với các chi tiết có hình dáng phức tạp, chịu tải trọng không quá lớn.
– Cho phép đúc chi tiết với khối lượng từ vài chục gram cho đến những chi tiết có kích thước cỡ lớn lên đến vài chục tấn.
– Là công nghệ chế tạo phôi chi phí thấp, rất được ưa chuộng.
Phương pháp gia công áp lực
Phương pháp chế tạo phôi bằng công nghệ gia công áp lực là phương pháp sử dụng ngoại lực tác dụng thông qua các dụng cụ làm kim loại biến dạng ở trạng thái mạng tinh thể, theo các định hướng trước nhằm tạo ra các kích thước, hình dạng chi tiết theo yêu cầu. Phương pháp gia công áp lực có các ưu điểm sau:
– Không làm thay đổi khối lượng, thành phần hóa học khi gia công áp lực
– Cải thiện cơ tính của vật liệu
– Đảm bảo kích thước, hình dạng, chất lượng bề mặt của phôi có độ chính xác cao
– Tiết kiệm thời gian gia công cắt gọt
– Ít tổn thất vật liệu
– Đem lại năng suất cao nhờ khả năng rút ngắn các bước trong quá trình công nghệ và dễ cơ khí hóa, tự động hóa.
Phương pháp rèn
Rèn cũng là một trong những phương pháp gia công kim loại, chế tạo phôi được áp dụng phổ biến ở trạng thái nóng. Phương pháp rèn có các ưu điểm sau:
- Có tính linh hoạt cao
- Phạm vi gia công rộng
- Khả năng chịu tải trọng của vật liệu khá lớn
- Tiết kiệm vốn đầu tư nhờ chỉ cần sử dụng các thiết bị đơn giản.
- Phôi rèn có cơ tính tốt hơn phôi đúc
- Thích hợp cho dạng sản xuất hàng loạt, hàng khối, đảm bảo tiết kiệm thời gian và cho năng suất rất cao.
Gia công tiện
Gia công tiện là công nghệ gia công cắt gọt phôi bằng chuyển động quay tròn của phôi và chuyển động tiến của lưỡi dao. Khi thực hiện phương pháp này, phôi và lưỡi dao sẽ chuyển động tiến dọc và tiến ngang để cắt, tạo hình phôi. Phương pháp gia công cơ khí tiện phù hợp để gia công các chi tiết máy, ốc vít, bu lông,…
Gia công phay
Gia công phay là phương pháp gia công phôi sử dụng dao có nhiều lưỡi cắt chuyển động quay tròn kết hợp chuyển động chạy dao theo các phương thẳng đứng, ngang, dọc để cắt và tạo hình phôi. Phương pháp gia công cơ khí phay được ứng dụng để sản xuất bộ truyền động, vỏ hộp số, vỏ đĩa nhôm,… của ô tô. Ngoài ra, nó còn được sử dụng để chế tạo bánh răng và gá đỡ cho các loại máy móc.
Gia công bào
Gia công bào là một phương pháp gia công bằng cách làm nhẵn, làm phẳng bề mặt của vật liệu. Khi gia công bào, dao và phôi chuyển động theo một quy luật nhất định. Gia công thô và gia công tinh là hai phương pháp bào thông dụng hiện nay. Phương pháp này thích hợp trong việc gia công các chi tiết có chiều rộng nhỏ nhưng chiều dài lớn như rãnh chữ V.
Gia công mài
Gia công mài là hình thức gia công kim loại sử dụng đá mài cọ xát vào phôi để dần dần lấy đi từng lớp mỏng kim loại, làm bề mặt nhẵn mịn và tạo độ bóng cho phôi. Phương pháp gia công mài được sử dụng để tạo độ nhẵn và bóng cho các chi tiết có độ mỏng nhất định mà những phương pháp gia công khác không thể thực hiện được.
Gia công khoan – khoét – doa – taro
Gia công khoan – khoét – doa – taro là phương pháp để tạo lỗ trên phôi. Tuỳ vào đặc điểm của phôi mà thợ cơ khí sẽ quyết định xem sẽ sử dụng phương pháp khoan, doa, khoét hay taro. Phương pháp gia công này được ứng dụng để chế tạo thanh răng, bánh răng, trục răng, hộp số,…
Gia công chuốt
Gia công chuốt cũng là một phương pháp tạo lỗ trên vật liệu. Chuyển động chuốt thường chỉ là chuyển động tịnh tiến của dao chuốt. Phương pháp gia công này có thể tạo ra các lỗ tròn, lỗ định hình, lỗ thẳng, lỗ then hoa, rãnh xoắn…
Gia công tinh lần cuối
Gia công tinh lần cuối bao gồm các phương pháp: mài nghiền, mài khôn, mài siêu tinh xác, đánh bóng, cạo. Hầu hết các sản phẩm gia công cơ khí đều phải trải qua giai đoạn này để đạt độ hoàn thiện tốt nhất.
Phoi là gì?
Khái niệm
Trong cơ khí, Phoi là lớp vật liệu mỏng được cắt bỏ đi, hớt đi trong quá trình gia công chi tiết bằng cắt gọt, là lớp kim loại bị biến dạng và bị tách ra khỏi chi tiết gia công. Tùy vào điều kiện cắt, vật liệu gia công và các yếu tố khác nhau, mà phoi có hình dạng khác nhau

Quá trình hình thành phoi
Quá trình gia công cắt gọt là quá trình lấy đi khỏi phôi một lượng vật liệu không nguyên khối được gọi là phoi để nhận được chi tiết có hình dáng, kích thước, chất lượng bề mặt theo yêu cầu kỹ thuật.
Nhiều công trình nghiên cứu đã chứng minh rằng: Quá trìng cắt gọt là sự trượt phá của các phần tử vật liệu dưới tác dụng của lực mà các thành phần dụng cụ cắt tác dụng vào.
Dưới tác dụng của lực cắt, lớp kim loại ở mặt trước của dao sẽ bị nén lại, sau đó lớp kim loại bị tách rời bắt đầu bị ép trồi lên dọc theo mặt trước của dao (hiện tượng này xảy ra cho đến khi nào áp lực của dao chưa vượt quá lực liên kết giữa các phần tử vật liệu) cho đến khi áp lực của dao lên vật liệu vượt quá lực liên kết giữa các phần tử vật liệu thì phoi bị nén sẽ trượt theo mặt phẳng, dao tiếp tục nén và các phần tử phoi tiếp theo tiếp tục trượt.
Các phần tử vật liệu trượt theo mặt trượt, nằm nghêng so với bề mặt phôi một góc bằng 30-40 độ. Bên trong mỗi phần tử vật liệu cũng diễn ra sự xê dịch các tinh thể dưới một góc bằng 60-65 độ.
Như vậy, trong quá trình cắt gọt, đầu tiên trong các phần tử vật liệu được cắt xảy ra biến dạng đàn hồi sau đó là biến dạng dẽo, và kết thúc là các phần tử phoi trượt liên tục
Các dạng phoi
Tùy theo cơ tính của vật liệu ( khả năng biến dạng đàn hồi và biến dạng dẽo ) mà trong quá trình cắt gọt tạo ra nhiều dạng phoi khác nhau. Trong thực tế người ta chia lám ba dạng phoi: Phoi vụn, phoi xếp và phoi dây
Phoi vụn
Phoi vụn được hình thành khi gia công các vật liệu cứng và giòn ví dụ như gang, đồng thau, đá, gốm xứ, Ebônít,.. Nó gồm những mảnh vật liệu rời rạc có hình dáng khác nhau, các phần tử vật liệu này không liên kết với nhau hoặc liên kết với nhau rất yếu.
Phoi xếp
Phoi xếp được tạo thành khi gia công vật liệu có độ cứng vừa phải, có ít độ dẽo với vận tốc cắt trung bình. Phía bề mặt phoi trượt lên mặt trước của dao là mặt nhẳn, còn phía đối diện thì gồ ghề có dạng răng cưa. Các phần tử vật liệu trong dạng phoi này liên kết với nhau tương đối bền vững.
Phoi dây
Phoi dây được tạo thành khi gia công các vật liệu có độ dẽo cao, độ cứng thấp với tốc độ cắt lớn. Phoi dạng này trượt ra khỏi dao dưới dạng dây dài có độ nhẳn cá bề mặt xung quanh tương đối như nhau, ít thấy răng cưa
Các dạng phoi trên đây không phải là cố định theo vật liệu, mà nó có thể thay đổi từ dạng phoi này sang dạng phoi khác nếu ta thay đổi điều kiện cắt gọt. Ví dụ như khi chiều sâu cắt nhỏ và tốc độ cắt cao thì khả năng tạo ra phoi dây cao hơn.
Căn cứ vào dạng phoi ta có thể phán đoán về mức độ hợp lí của chế độ cắt và thông số hình học của dao đã chọn.
Phân biệt phoi và phôi trong chế tạo cơ khí

Như đã định nghĩa ở phần trên, chúng ta có thể hiểu là các chi tiết được chế tạo bằng phương pháp cắt gọt từ phôi và lớp vật liệu cần phải lấy đi trên phôi trong quá trình cắt gọt sẽ gọi là lương dư gia công, trong đó phần vật liệu bị hớt bỏ đi được gọi là phoi. Khi quá trình cắt gọt các chi tiết cơ khí hoàn thành thì sản phẩm chính là các phôi.
********************
Đăng bởi: THPT Ngô Thì Nhậm
Chuyên mục: Tổng hợp

